CRAFTING VERSATILITY, BUILDING COMFORT
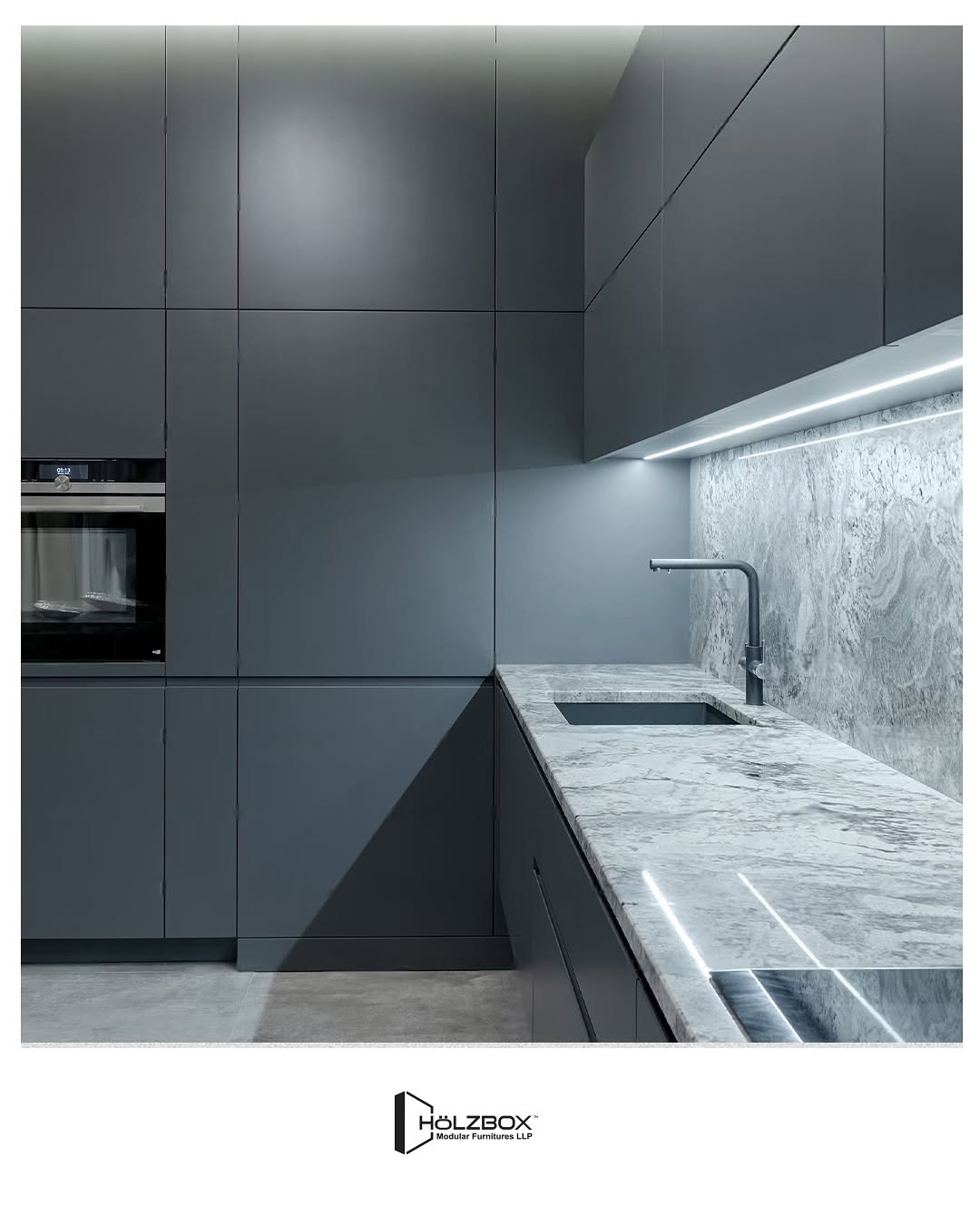
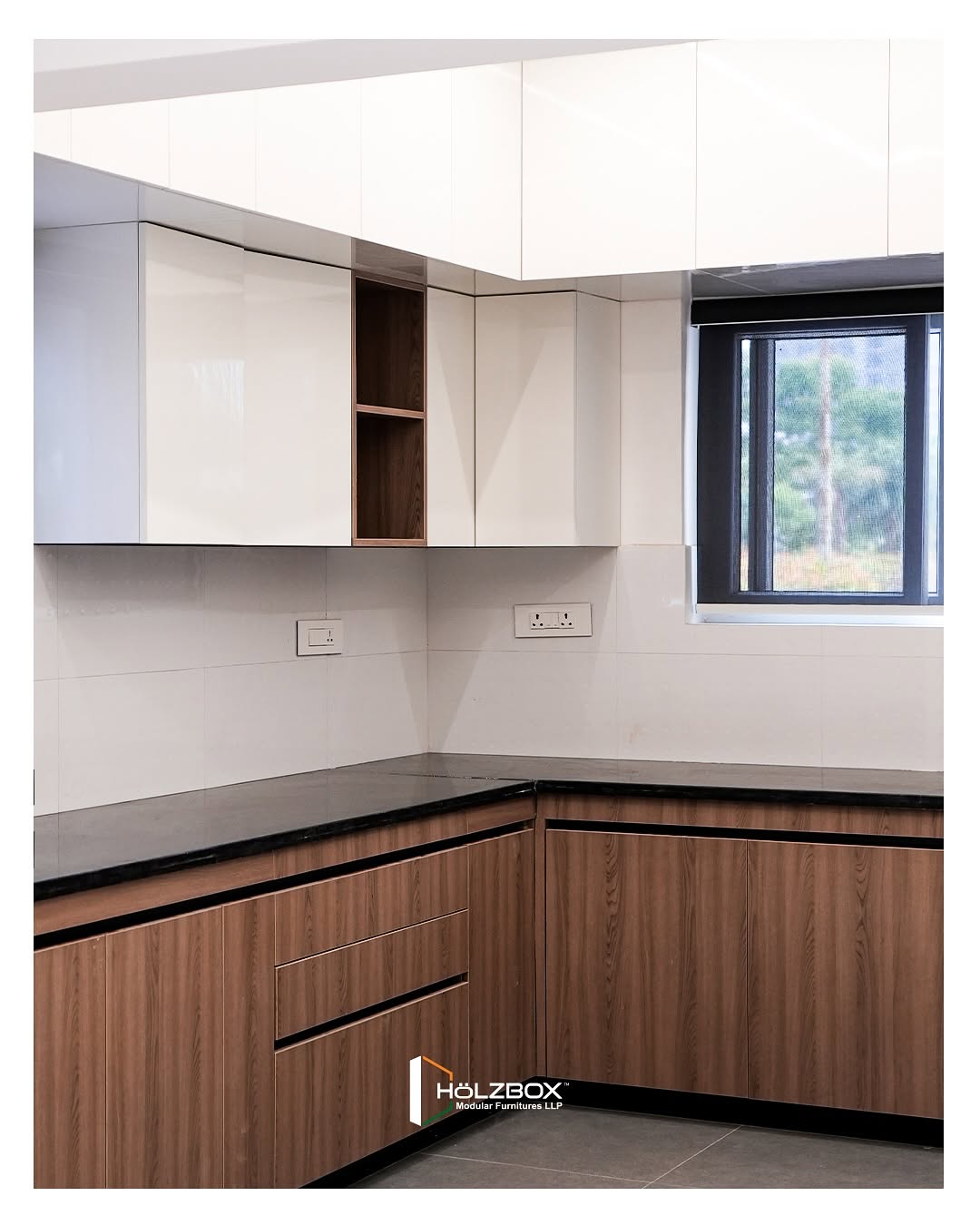
Kitchens
Smart, spacious, and built to handle the intensity of daily Indian cooking. Modular layouts with humidity-resistant finishes.
Wardrobes
Custom-fit wardrobe solutions that maximize every inch. Hinged, sliding, or walk-in configurations for any room size.
Storage Units
Floor-to-ceiling modular storage for bedrooms, living rooms, and utility areas. Organized spaces without wasted corners.
Material Sourcing
Sustainably sourced raw materials. We control the supply chain from certified timber to finished panels and hardware.
Retail Furniture
Custom display counters, shelving, and showroom fit-outs. Designed to showcase your products and drive footfall.

About us
35 Years of Building Spaces Where Life Thrives
What started in the 1990s as a construction and woodworking operation has grown into a full-scale modular interiors manufacturer. We did not arrive at modular design overnight. Decades of building, testing, and refining taught us what works in Indian homes, offices, and commercial spaces.
Today, we run our own factory equipped with precision CNC machinery and automated edge-banding systems. Every kitchen module, wardrobe panel, and retail fixture is produced under one roof. This gives us direct control over material quality, finish consistency, and delivery timelines. No outsourced assembly. No middlemen.
We serve homeowners, architects, retail brands, and businesses across India. Whether it is a compact apartment kitchen in Hyderabad or a multi-floor office fit-out in another city, the process stays the same. Measure. Design. Manufacture. Install. Done right.
WHY MODULAR IS THE SMARTER CHOICE

CUSTOM DESIGN

FLEXIBILITY

READY TO SHIP PRODUCTS

SUSTAINABILITY

COST-EFFECTIVE
CUSTOM DESIGN
CUSTOM DESIGN
How We Work
Your Vision. Our Process. One Seamless Journey.
01
CONSULTATION & PLANNING
We sit down with you to understand your space, usage patterns, and budget. Our team takes precise measurements and discusses layout preferences, material options, and design direction. This is where your project takes shape.
02
DESIGN & MATERIAL SELECTION
Our design team creates detailed layouts with material recommendations. You review finishes, colours, hardware, and configurations. Revisions happen here so there are no surprises later.
03
QUOTATION & APPROVAL
You receive an itemized quote covering every component. Materials, hardware, finishes, installation charges. All listed transparently. No hidden costs. Approve and we move to production.
04
MANUFACTURING & QUALITY CONTROL
Production begins in our factory on CNC machines with automated finishing lines. Each panel and module passes through quality checks for dimensional accuracy, surface finish, and hardware alignment before packing.
05
Delivery & Installation
We coordinate delivery to your site and our trained installers handle the complete setup. Alignment, hardware adjustment, final cleanup, and a walkthrough to confirm everything meets your expectations.
DIVE INTO HOLZBOX



FAQ's
Modular furniture is manufactured in a factory using precision machinery. Each component is pre-cut, edge-banded, drilled, and finished before being transported to the installation site. Carpenter-made furniture is built on-site using manual tools and hand measurements. The key difference lies in consistency and speed. Factory production ensures uniform panel thickness, exact hardware placement, and flawless edge finishes. On-site carpentry depends heavily on the individual carpenter’s skill and working conditions. Modular units also arrive with pre-fitted hardware like soft-close hinges and drawer runners, which are difficult to replicate precisely in manual construction. Installation time drops significantly because modules are ready to assemble. For most residential and commercial projects, modular furniture delivers a tighter fit, cleaner finish, and faster turnaround than traditional methods.
A full-service modular manufacturer handles kitchens, wardrobes, storage units, TV units, shoe racks, crockery cabinets, office workstations, conference tables, reception desks, and retail display fixtures. For homes, the scope includes modular kitchens in various layouts, bedroom wardrobes with sliding or hinged doors, kids room furniture, vanity units, and pooja room cabinetry. For offices, it extends to cubicle partitions, ergonomic desks, filing systems, and server room cabinetry. Retail clients can get custom counters, gondola shelving, and showroom fit-outs. The advantage of working with one manufacturer is design continuity. Materials, finishes, and hardware remain consistent across every room or floor of the project.
Modular kitchen pricing in Hyderabad varies based on kitchen size, layout configuration, material grade, and hardware selection. A compact straight-line kitchen with laminate finish typically starts at a lower price point than a full U-shaped kitchen with acrylic or PU-coated shutters. Key cost factors include the core material (plywood, HDHMR, or BWP grade), shutter finish (laminate, acrylic, PU, membrane, or veneer), countertop material (granite, quartz, or solid surface), and hardware brand (Hettich, Blum, or equivalent). Internal accessories like pull-out baskets, corner units, and cutlery trays add to the total. The best approach is to request an itemized quotation after a site measurement. This ensures the quote reflects your actual kitchen dimensions and configuration rather than a rough per-square-foot estimate.
For a standard residential project covering kitchen and wardrobes, the manufacturing timeline typically runs between 25 and 45 days after design approval. The exact duration depends on the scope, material availability, and finish complexity. Installation for a single room usually takes one to three days. A full home interior project may require five to ten days on-site. Factory manufacturing runs parallel for different rooms. So a kitchen, two bedrooms, and a living room TV unit can all be in production at the same time. This parallel processing is a major advantage over sequential on-site carpentry. After installation, the team conducts a final inspection and hardware adjustment before handover.
Yes. Hyderabad experiences both dry heat and monsoon humidity, which makes material selection critical. Reputable modular manufacturers use BWP (Boiling Water Proof) grade plywood or HDHMR boards as the core material. These resist moisture swelling and warping far better than standard commercial plywood. Edge banding on all exposed surfaces prevents moisture from entering the panel core. For kitchens, moisture-resistant shutters like acrylic, PU-coated, or high-pressure laminate perform well under steam and splashes. Hardware with anti-corrosion coating also matters. When the right materials are specified from the start, modular furniture handles Hyderabad’s climate without issues for years.
The carcass or body of modular units is typically made from BWP plywood, HDHMR (High Density High Moisture Resistance) board, or marine-grade plywood. Each has different moisture resistance and load-bearing properties. Shutter options include laminate (budget-friendly and durable), acrylic (high-gloss, modern look), PU coating (smooth matte or gloss finish), membrane (textured, classic appeal), and veneer (natural wood grain). Countertops for kitchens use granite, quartz, Corian, or nano white depending on budget and cooking style. Hardware includes soft-close hinges, telescopic drawer channels, pull-out mechanisms, and tandem box systems from brands like Hettich and Blum. Each material choice affects appearance, durability, maintenance requirements, and cost.
Absolutely. Modular systems are ideal for space optimization in compact apartments. Every module is designed to fit exact dimensions, so there is no wasted space between units or above cabinets. Tall units that go floor-to-ceiling maximize vertical storage. Corner mechanisms like carousel units and magic corners make deep corners usable. Sliding wardrobe doors save floor space compared to hinged alternatives. In kitchens, pull-out pantry units and narrow bottle racks use gaps that would otherwise be dead space. The design process starts with precise site measurements. A 3D layout then shows exactly how each module fits before manufacturing begins. This level of precision is what makes modular the preferred choice for apartments in Hyderabad and other urban centres.
Yes. Our office interior solutions cover workstation systems, executive desks, conference tables, reception counters, storage cabinets, and partition systems. Each piece is manufactured in our factory to match your office layout and brand identity. We work with architects, facility managers, and business owners to create functional workspaces. For open-plan offices, we design modular workstation clusters that balance collaboration and personal space. For cabins and meeting rooms, we produce full furniture sets with cable management, storage integration, and matching finishes. The modular approach means office furniture can be reconfigured as teams grow or reorganize. This scalability makes modular office furniture a practical long-term investment.
Laminate is a high-pressure decorative sheet bonded to the shutter surface. It is scratch-resistant, available in hundreds of colours and textures, and the most budget-friendly option. Acrylic is a high-gloss sheet that gives a mirror-like reflective surface. It is popular in modern kitchen designs and easy to clean, though it shows fingerprints more readily. PU (Polyurethane) coating is spray-applied in multiple layers and oven-cured. It produces an exceptionally smooth finish in matte, satin, or gloss. PU allows curved edges and custom colour matching. It sits at a higher price point but offers a premium look and feel. The right choice depends on your design preference, kitchen usage, and maintenance comfort level.
Yes. We prioritize sustainably sourced raw materials across our product range. The timber and boards we use come from certified plantations and suppliers who follow responsible forestry practices. HDHMR boards are manufactured using recycled wood fibre, which reduces dependency on virgin timber. Low-emission adhesives and finishes minimize indoor air quality concerns like formaldehyde off-gassing. Our factory processes are designed to reduce material waste through optimized cutting patterns on CNC machines. Offcuts are repurposed or recycled where possible. Sustainability is not a marketing label for us. It is built into procurement, manufacturing, and material selection decisions at every stage.
We provide manufacturer warranty on our modular products covering hardware functionality, panel integrity, and finish quality. Hardware brands like Hettich and Blum carry their own additional warranty on hinges, channels, and lifting mechanisms. After installation, our support team remains accessible for adjustments, replacements, or maintenance guidance. If a soft-close hinge loses tension or a drawer channel needs realignment, our service team handles it. We also provide maintenance guidelines at handover so you can keep surfaces, hardware, and internal accessories in good condition. Post-installation support is a commitment, not an upsell. We build long-term relationships with our clients.
Yes. End-to-end home interior projects are a core part of what we do. A single project can include the modular kitchen, all bedroom wardrobes, TV and display units, shoe cabinets, study tables, crockery units, and pooja room cabinetry. Running everything through one manufacturer ensures design consistency across rooms. The same wood tone, hardware finish, and material grade flows from the kitchen into the bedrooms and living spaces. It also simplifies project management. One design team, one production schedule, one installation crew. There is no coordination gap between multiple vendors. This integrated approach typically saves both time and cost compared to hiring separate contractors for each room.
PVD stands for Physical Vapor Deposition. It is a coating process where metal ions are deposited on a surface under vacuum conditions. The result is a thin, extremely hard, and scratch-resistant metallic layer. PVD finishes are available in gold, rose gold, bronze, champagne, black titanium, and satin silver tones. Products that use PVD coating include furniture frames, door handles, cabinet pulls, bathroom fixtures, stair railings, window grills, and decorative wall panels. PVD-coated surfaces resist tarnishing, fingerprints, and corrosion far better than traditional chrome or gold plating. They maintain their appearance in high-traffic areas for years. For homeowners and commercial spaces wanting a luxury metallic accent, PVD is a durable and refined choice.
Yes. While our manufacturing facility is based in Hyderabad, we deliver and install modular interiors across India. The entire product is manufactured, quality-checked, and securely packed at our factory before dispatch. For outstation projects, we coordinate logistics including transportation, on-site installation scheduling, and local support. Our installation teams travel to the project location or we work with trained local partners who follow our standard operating procedures. The process remains the same regardless of location. Design approval, factory production, quality inspection, packed delivery, and professional installation. Pan-India reach with factory-direct quality control.
The first step is a consultation. You can book a free consultation through the website or by calling our team directly. During this initial discussion, we understand your project scope. Whether it is a single modular kitchen, a complete home interior, or an office fit-out. We then schedule a site visit to take precise measurements and assess the space. After measurements, our design team prepares layout options with material recommendations. You review, suggest changes, and approve the final design. Once the design is locked, you receive an itemized quotation. After approval and advance payment, production begins. The entire journey from first call to installed product follows a structured, transparent process.
Start Your Custom Project Today
BOOK A FREE CONSULTATION